
Polymaker Fiberon PET-CF17 1.75mm 500g

Related Products




Polymaker Polyterra PLA 1.75mm 1kg
$25.99
PolyTerra PLA: this is Polymaker next-generation PLA filament, featuring improved printing quality, speed, and reliability while retaining all the nice attributes of PLA. Polymaker also introduced several innovations to make the product much more environmentally sustainable. It is a sustainable product sourced naturally and for every spool produ...



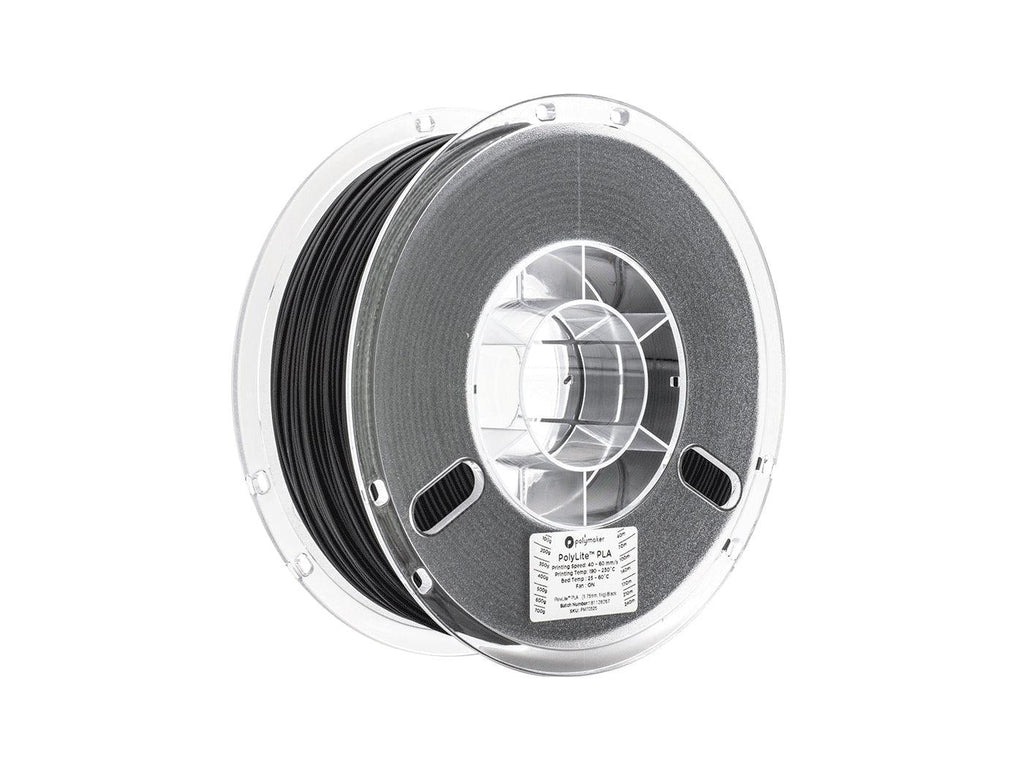
Polymaker PolyLite PLA 1.75mm 1kg
$27.99
PolyLite PLA by Polymaker is a high-quality PLA filament designed for reliability and ease of printing. Filament diameter : 1.75mm Net weight : 1kg Color : natural, white, grey, black, orange, yellow, green, teal, blue, purple and red Data Sheets Click here to download the Technical Data Sheet for the PolyLite PLA filament. Click here to downloa...



3DLAC for strong ABS (and more) adhesion to glass
$12.99
*** PLEASE NOTE THAT 3DLAC CAN ONLY BE SHIPPED INSIDE CANADA BY CANADA POST EXPEDITED PARCEL. Any order containing this product with any other services will be cancelled or shipped with Canada Post expedited parcel anyway *** The polyvalent adhesion solution for your 3D printing needs. Use with blue painter's tape on a cold print bed, or directl...



3DLAC Plus Adhesive Solution 100mL
$9.99
The polyvalent adhesion solution for your 3D printing needs. Use with blue painter's tape on a cold print bed, or directly on glass or PEI-covered heatbeds to maximize part adhesion, prevent warping and reduce print failures. Useful for printing PLA, ABS, polycarbonate, PETG, copolyester, and more! Unlike its sibling the 3DLAC Spray, this bottle...



Brass Nozzle 0.40mm for E3D V6 Hot End
$9.99
0.40mm brass nozzle for E3D v6 hotends. Specs Material : Brass Opening diameter : 0.40mm Filament diameter : 1.75mm Thread : M6



Hotend thermistor for Prusa i3 MK2 and MK3
$14.99
Replacement hotend thermistor. Fully wired and ready to be installed. It is ONLY compatible with MK2 / MK2S / MK2.5 / MK2.5S / MK3 / MK3S / MK3S+ / MK3.5 This product includes: Hotend thermistor (1 pcs) Specifications: Connector: Molex 5057-9402 Cable length: 750 mm To correctly install this replacement part, visit the Prusa Research kno...



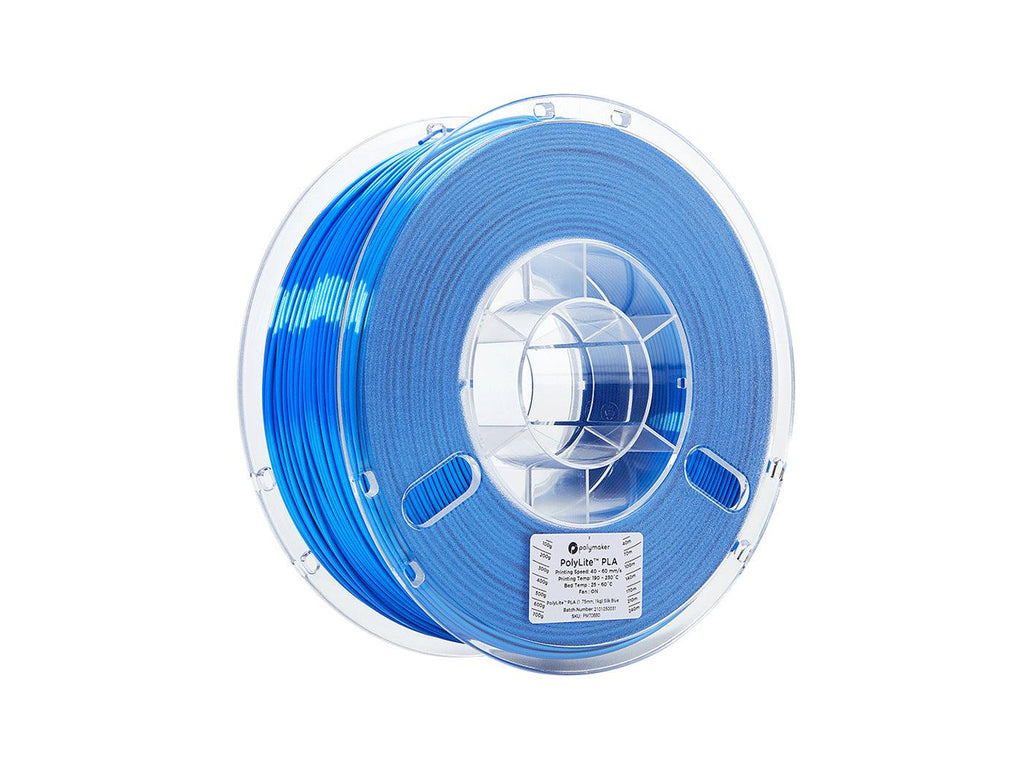
Polymaker PolyLite Silk PLA 1.75mm 1kg
$31.99
PolyLite PLA by Polymaker is a high-quality PLA filament designed for reliability and ease of printing. Filament diameter : 1.75mm Net weight : 1kg Color : bronze, silver, gold, lime, blue and magenta Technical Data Sheet Click here to download the Technical Data Sheet for the PolyLite Silk PLA filament.



Smooth-On XTC-3D® High Performance Coating
$17.00
* 6.4 oz or 24 oz ** For industrial use only *** SLA/SLS prints, FDM Prints (ABS, PLA, Laywoo-D3, WoodFill, T-GLASE etc.) *** -> Hacking t-glase to look more like glass! <- *** XTC-3D® is a protective coating for smoothing and finishing 3D printed parts. Two liquids are mixed together and brushed onto any 3D print. Coating self-levels...



E3D Heater Cartridge 24V for Prusa i3 MK3/S/+
$11.99
Replacement heater cartridge. Fully wired and ready to be installed. The heater cartridge is ready to fit to a Molex 0395300002 connector (not included, see accessories); you can reuse the one already on your board if replacing an existing heater cartridge. Power : 40W 24V It is ONLY compatible with Prusa i3 MK3 / MK3S / MK3S+



Heatbed Thermistor for Prusa i3 MK2 and MK3
$7.94
Replacement heatbed thermistor set for the Original Prusa MK2/S, MK2.5/S, MK3/S/+ and MINI/+ This product includes: Heatbed thermistor (1 pcs) Kapton tape (1 pcs) Aluminum tape (1 pcs) Specifications: Connector: Molex 5057-9402 Cable length: 650 mm To correctly install this replacement part, visit the Prusa Research knowledge base at hel...




Materio3D Regular PLA 4043D - 1.75mm 1kg
$24.99
Meet the new Materio3D Regular PLA filament! Materio3D's Regular PLA works well and demonstrates all the typical characteristics of PLA. - It prints exceptionally well and the final print result is of high quality.- This filament is stiff but a little more brittle than Materio3D's Tough PLA. - It is the most economical filament in the PLA range...



Pro Silicone sock for E3D v6 Hotend (pack of 3)
$7.49
These socks will keep your nozzle clean and free of burnt on blackened plastic. They don’t just keep the nozzle clean, but also keep heat inside the hotend, and off the print.Made of a heat-resistant, non-stick silicone material our sock will repel build-up of molten plastic. This really helps with sticky materials like Co-Polyesters and filled ...